

昆山糖心VLOG产精国品免费入口管業有限公司
手 機:13862671186
13621557911
電 話:0512-50121651
傳 真(zhēn):0512-50121658
郵 箱(xiāng):6679788@qq.com
網 址:www.haomenglai.net
地 址:江蘇省 蘇(sū)州市 昆山市 錦溪生態產業園(yuán)錦東路353號
PVC塑料是一種多組分塑料,根據不同的用途可加入不同添加劑,因組(zǔ)分不同,PVC製品呈現不同的物理(lǐ)力學性能,針對不同場合應用。而PVC塑料(liào)管在塑料(liào)管中(zhōng)所占(zhàn)的比例較大。
PVC管材分硬軟兩種
RPVC管(guǎn)是將PVC樹脂與穩定劑、潤(rùn)滑劑等助劑混合,經造粒後擠出機成型製得,也可采用粉料一次擠出成型。RPVC管耐化學腐蝕性與絕緣性好,主要輸送各(gè)種(zhǒng)流體,以及用作電線套管等。RPVC管易切割(gē)、焊接、粘接、加熱可彎曲,因此安(ān)裝使(shǐ)用非常方便。
SPVC管是由PVC樹脂加入較大量增塑劑(jì)和一定量穩定劑(jì),以及其他助(zhù)劑,經造粒後擠出(chū)成型製造。SPVC管材具有(yǒu)優良(liáng)的化學穩定性,卓越(yuè)的電絕(jué)緣性和良好的(de)柔軟性和著色性,此種管常用來代替橡膠管,用以輸送液體及腐蝕性介質,也用作電纜套管及電線絕緣管等。本文我們將詳細講訴RPVC的原料選擇、工藝流程、工藝控製以及擠出管材常出現的缺陷及(jí)改進原因。
一、RPVC原料選擇及(jí)配方
硬(yìng)管生產中樹脂應選用聚(jù)合度較低的(de)SG-5型樹脂,聚合度愈高,其(qí)物理力學性能及耐熱(rè)性愈好,但樹脂流動性差,給(gěi)加工帶來一定困難,所以一般選用黏度為(wéi)(1.7~1.8)×10-3Pa•s的SG-5型(xíng)樹脂為宜。
硬管一般采用鉛係穩定劑,其熱穩定性好,常用三鹽基性鉛,但它(tā)本身潤滑性較差(chà),通常和(hé)潤(rùn)滑性(xìng)好的(de)鉛、鋇皂類並用。
加工硬管,潤滑劑的選擇和使用很重要,既要(yào)考(kǎo)慮內潤滑降低分子間作用力,使熔體黏度下降有利成型,又要考慮外(wài)潤滑,防止熔體與熾熱的金屬粘連,使製品表麵光亮(liàng)。
內潤滑一般用金屬皂類,外潤滑用(yòng)低熔點蠟。
填充劑主要用碳酸鈣和鋇(重晶石粉),碳酸鈣使管材(cái)表麵性能好,鋇可改善成型性,使管材易定型,兩(liǎng)者可降低成本,但用量過(guò)多(duō)會影(yǐng)響管材性能,壓力管和耐腐蝕管優先不加或少加填充劑。
二、工藝流程
RPVC管的(de)成型使用SG-5型PVC樹脂,並加入穩定劑、潤滑劑、填充劑、顏料等,這些(xiē)原料經(jīng)適當的處(chù)理後按配方(fāng)進行捏合,若擠管采用單螺(luó)杆擠出機,還應將捏合後的粉料造成粒,再擠(jǐ)出成型;若采用雙螺杆擠出(chū)機(jī),可直接用粉料成型,RPVC管材工藝流程如圖3-1所(suǒ)示。
另(lìng)外,在生產中可與上(shàng)述所(suǒ)示流程不同,即采取粉料直接擠出管材而(ér)不進行造粒,但(dàn)應注意(yì)兩點:
1)其一,粉料直(zhí)接擠出(chū)成(chéng)型優先采用雙螺杆擠出(chū)機,因粉料與粒料相比,少了一次混合剪(jiǎn)切塑化工(gōng)序,故采用雙螺(luó)杆(gǎn)擠(jǐ)出機可加強剪切塑化,達到(dào)預期效果;
2)其(qí)二,因粒料比粉(fěn)料(liào)密實,受熱及(jí)熱的傳(chuán)導不良,故粉料(liào)的(de)加工溫度可比相應粒(lì)料的加工(gōng)溫度低10℃左右(yòu)為宜。
三、工藝條件及控製
在生(shēng)產過程(chéng)中,由於PVC是熱敏性材料,即使加(jiā)入熱穩定劑也隻能是提高分解溫度(dù),延長穩定(dìng)時間而不可能不出現分解,這就要求PVC的成型加工溫度應嚴格控製(zhì)。特別是RPVC,因其(qí)加工溫度與分解溫度很接近,往往因為溫度控製不當造成(chéng)分解現象。因此,擠出(chū)溫度應根據配方、擠出機特性、機(jī)頭(tóu)結(jié)構、螺杆轉速、測溫點位置、測溫儀器(qì)的誤(wù)差及測溫點深度等因素確定。
1、溫度的控製
溫度(dù)的(de)控製是擠出(chū)操作中重要的控製因素。擠出成(chéng)型所需的控製因素的溫度是機(jī)筒溫度、機徑溫度、口模溫度。溫度過低,塑化不良,管材外觀無(wú)光(guāng)澤,力學性能差,產品質量達不到要求:溫度過高,物料會發生分解,產品變色(sè)等現(xiàn)象出(chū)現。
2、螺杆轉速
螺杆轉速提高,擠出量增加(jiā),從而可提高產量,但容易產生塑化(huà)不良的現象,造(zào)成管材(cái)內壁毛糙,強度下降,這時應調節(jiē)機(jī)頭壓力,使產量、質量到達較佳。螺杆的溫度控製(zhì)影響到物料輸(shū)送率、物(wù)料的塑化、熔融質量等。擠(jǐ)出管材需要通冷卻水,降低螺杆溫度,有利於提高塑化質量,螺杆(gǎn)通冷卻(què)水溫度在(zài)50~70左右。
3、牽引速(sù)度
再(zài)擠出操作中牽引速度的調節很重要,物料經擠出(chū)熔(róng)融(róng)塑化,從(cóng)機頭連續擠出後被牽引,從而進入定型裝置、冷卻裝(zhuāng)置、牽引裝置等,牽引(yǐn)速度應與擠出速度相匹配。一般在正常生產時,牽引速度應比管材的擠(jǐ)出(chū)速(sù)度快1%~10%左右。
4、壓縮(suō)空氣和壓力
壓縮空氣(qì)能夠將管材管材(cái)吹脹,使管材保持一定的圓度。要求壓(yā)力應大小(xiǎo)適當。壓力過小,管材不圓,壓力過大(dà),芯模被冷卻,管材(cái)內壁出(chū)現(xiàn)裂口,不(bú)光滑,管材質量下(xià)降。同時壓力(lì)要求穩定,如壓力忽大忽小,管材容(róng)易產生竹節現狀。
5、定徑裝置、冷卻裝置的溫度
擠出不同的塑料產品,采用不同的定(dìng)徑方式和(hé)冷卻方式(shì),冷卻的介質可以是空氣、水或其他類液體,需要控(kòng)製溫度,其溫度主要與生產效率、產品內應力等有(yǒu)關。
四、擠出管材常出現的缺陷(xiàn)及改(gǎi)進原因
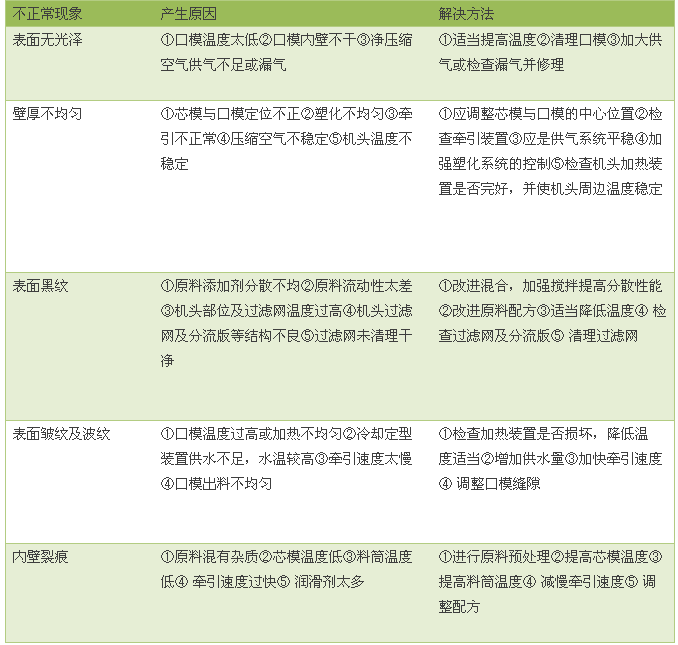




壁管")